搜索



山東晟世達科技有限公司
山東晟世達科技有限公司是冠孚控股集團旗下子公司,是一家集工業固廢治理、節能環保建材研發、生產、銷售,裝配式快速建筑施工技術及服務為一體的高新科技型企業。公司擁有高素質的研發團隊和管理團隊,為實現建筑產業現代化提供核心動力。歷經10余年自主研發,公司開發出發泡陶瓷系列和硅質輕型隔墻板系列產品,產品擁有多項國家發明專利和實用新型專利。
|



GLC輕質墻板的優勢
ADVANTAGES
GLC輕質墻板的優勢
ADVANTAGES
輕質高強 干密度475~525kg/m3,抗壓強度3.5MPa以上,單點吊掛力達1000N以上,相同性能要求下可降低墻體設計厚度,增加5%~8%的使用面積。 | 
不開裂 產品穩定性強,干燥收縮值低,吸水率低,有效解決成墻后墻體開裂的質量問題。 | 
隔音好 200mm厚度空氣隔聲量即可達到51dB,可滿足學校、醫院等高隔聲要求的建筑。 | 
抹灰工序工廠預制 墻板安裝完成之后可進行批刮膩子,簡化施工工藝,有效縮短工期,提高施工安全性。 | 
可切可鋸 GLC輕質內墻板為均質材料,可根據施工要求進行任意切割。 | 
節能減碳 單位產品二氧化碳排放量僅為傳統建筑材料的1/25,已取得國家三星級綠色建材產品認證。 | 
綜合造價低 相同性能指標要求下,可降低墻體設計厚度,節省材料成本。施工工序簡化,縮短工期,節省人工及項目管理成本。輕質高強,破損率低,減少材料損耗降,低運輸成本。 |
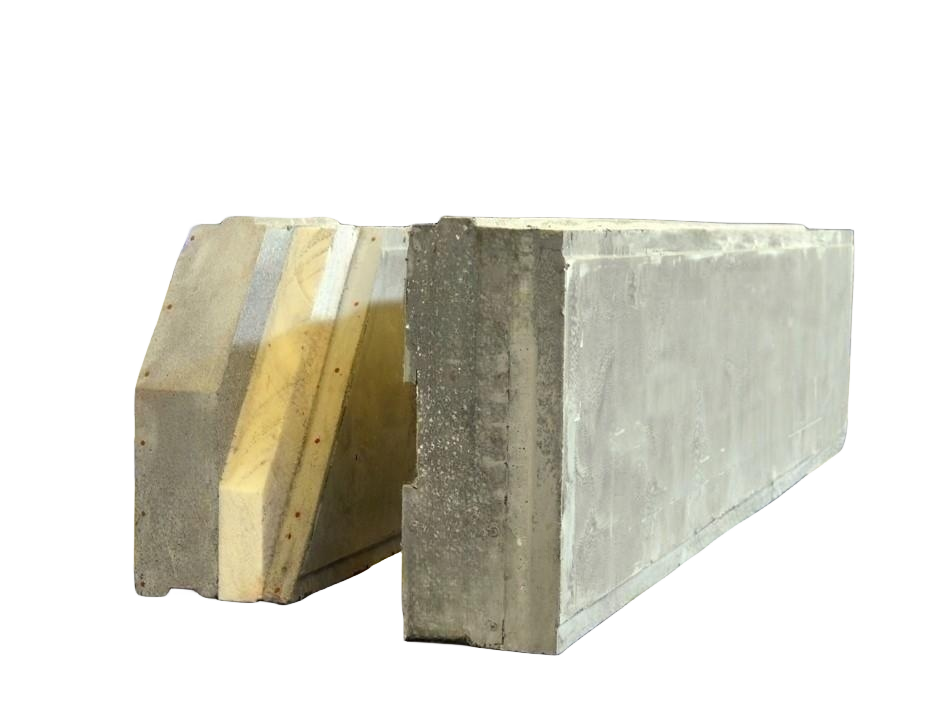
保溫圍護板一體板
ADVANTAGES
保溫圍護板一體板
ADVANTAGES




HMC多功能混凝土
ADVANTAGES
HMC多功能混凝土
ADVANTAGES
|
|



新聞資訊
NEWS CENTER
新聞資訊
NEWS CENTER 2024-07-22七月盛夏,暑氣炎炎,7月21日上午,由集團人力資源部組織的企業文化宣貫&“夏日送清涼”團隊建設活動,為奮斗在建材生產一線的員工送上了一份清涼和關愛。
2024-07-22七月盛夏,暑氣炎炎,7月21日上午,由集團人力資源部組織的企業文化宣貫&“夏日送清涼”團隊建設活動,為奮斗在建材生產一線的員工送上了一份清涼和關愛。 2024-04-19
2024-04-19

合作伙伴 |